Das Stanzen von Blechen und großen Flanschen in kleinen und mittleren Serien stellt eine große Fertigungsherausforderung dar, da diese Serien in der Regel mit einer Vielzahl von zu produzierenden Teiltypen einhergehen, denen das auf Metalltiefziehen spezialisierte Unternehmen KUCHLY gerecht werden kann.
Stanzprinzip
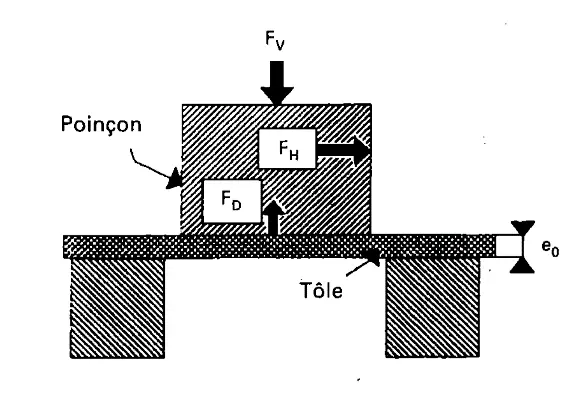
Beim Stanzen wird eine Vollform aus einem Blech mit Hilfe eines Stempels und einer Matrize ausgeschnitten.
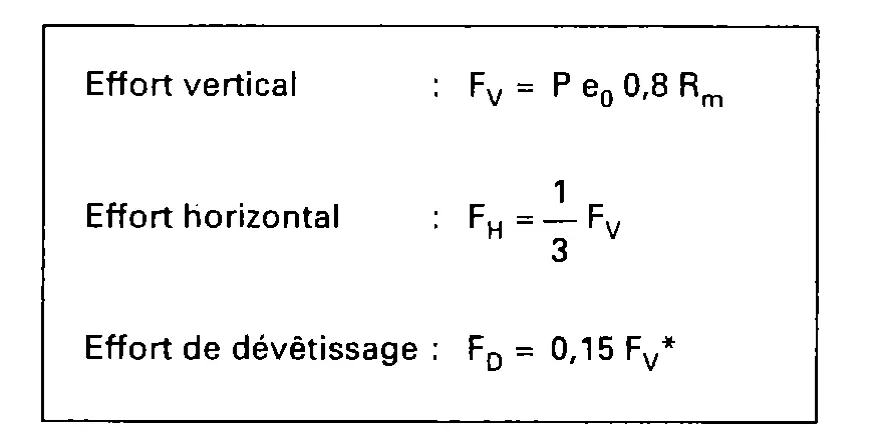
Der Stempel übt eine Kraft aus, die größer ist als die Festigkeit des Blechs. Diese erforderliche Kraft (Fv) lässt sich berechnen: Sie ist proportional zum Schneidperimeter (P), zur Blechdicke (e0) und zur mechanischen Festigkeit des Blechs (Rm).
Blechschneiden durch Stanzen
Beim Stanzen bewegt sich das Blech, um die verschiedenen Schnitte auszuführen, entweder durch Positionierung mechanischer Anschläge, durch die Bewegung eines XY-Tisches oder durch die Betätigung eines Bandvorschubs.
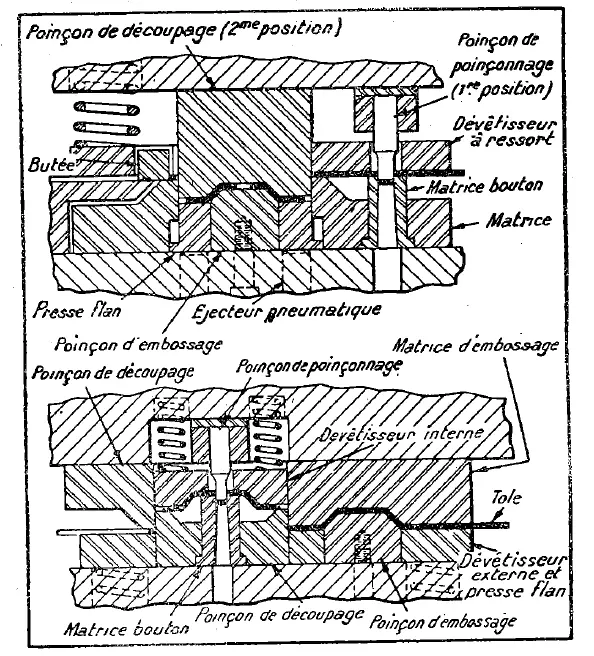
Bei KUCHLY haben wir die Möglichkeit, gemeinsam im selben Werkzeug das Teileschneiden, das Tiefziehen und schließlich das Stanzen durchzuführen, was die Kalibrierung der geschnittenen Form gewährleistet.
Bestimmung der Stanzkräfte
Die Stanzkräfte (Stanzkraft F) in (DaN) werden durch eine einfache Formel berechnet, die den Vorteil hat, eine gute Annäherung an die erforderliche Kraft zu liefern.
Diese Kraft ist proportional zum Umfang, zur Dicke und zum 0,8-fachen der mechanischen Festigkeit der Materialien. Die Schneidkraft ist gleich dem Umfang in mm multipliziert mit der Dicke in mm multipliziert mit der praktischen Scherfestigkeit in DaN/mm².
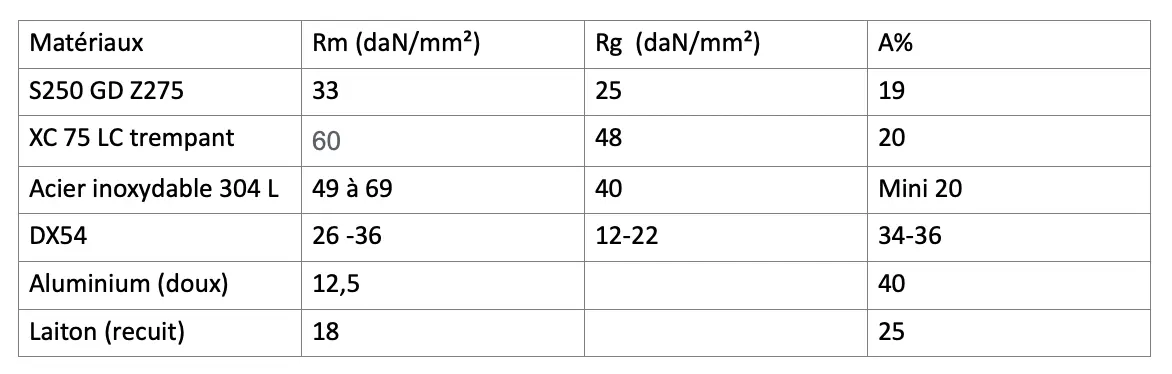
Zur Info: 1000 DaN = 1 Tonne Kraft. Die vorhergehende Formel erfordert die Verwendung von Rg, der Zugfestigkeit oder der praktischen Scherfestigkeit (ausgedrückt in DaN/mm²).
Im Allgemeinen wird angenommen, dass Rg 0,8 X Rm entspricht (Zugfestigkeit in DaN/mm²).