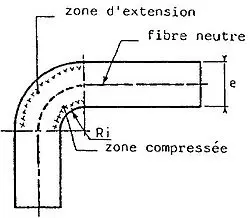
Beim Blechbiegen wird Metall entlang einer geraden Linie an einer definierten Position verformt. In unserem Unternehmen werden verschiedene industrielle Abkanttechniken für Bleche aus Stahl, Edelstahl oder Aluminium eingesetzt.
Für das Blechbiegen verwenden wir einen Biegestempel, der dem Blech je nach Radius seine Innenform verleiht, und eine V-Matrize, die dem Blech zwei Widerstandslinien gibt, die das Biegen ermöglichen.
Diese Biegetechnik wird häufig für einfache und zugängliche Biegungen eingesetzt, wie sie im Blechbau üblich sind, zum Beispiel für das Freibiegen oder das Prägebiegen von Blech.
In bestimmten Fällen können wir unser gesamtes Know-how zur Verfügung stellen, um komplexere Biegemethoden umzusetzen. Dies ermöglicht das Erreichen von Bereichen, die beim Standard-Biegen nicht zugänglich sind, bei komplexen Biegeformen, die eine hohe Effizienz erfordern, oder bei Materialien, die bereits eine Oberflächenveredelung aufweisen, wie lackiertes, verzinktes oder zinkbeschichtetes Blech.
Für Anwendungen in Metallkonstruktionen, bei denen eine steifere Biegung erforderlich ist, können wir Versteifungen oder Verstärkungen hinzufügen, indem wir das Material durch das Einbringen von Tiefziehteilen in das gebogene Blech verformen.
Ein Blech tiefzuziehen bedeutet, der Oberfläche des Stahls einen Knick und eine Verformung zu geben, die der des Stempels und der Matrize identisch sind, um ihm Volumen zu verleihen, indem die Elastizitätsgrenze des metallischen Legierungsmaterials überschritten wird.
Der Tiefziehprozess besteht darin, das Metall bis zu für das Material zulässigen Verformungen zu bearbeiten, ohne die Bruchgrenze des Blechs zu erreichen. In der Praxis bleibt die endgültige Dicke des tiefgezogenen Blechs im Wesentlichen gleich der Ausgangsdicke des Metalls.
Durch den Tiefziehprozess können wir bei der Herstellung von Folgeverbundwerkzeugen und tiefgezogenen Werkzeugen dazu veranlasst sein, successive Verformungen des Blechs mithilfe von Pressen durchzuführen, um Brüche des Metalls, insbesondere bei Tiefziehoperationen, zu vermeiden.
Dafür hat das 1956 gegründete Unternehmen für Zuschnitt, Blechbiegen und Tiefziehen KUCHLY im Laufe der Jahre Erfahrungen gesammelt, die es ihm ermöglichen, die Probleme seiner Industriekunden optimal zu lösen. Wir haben intern die Technik des maßgeschneiderten Blechbiegens von Blechen, insbesondere die sogenannte Rollbiegetechnik über die Jahre hinweg entwickelt und verbessert.
Diese Technik, deren Umsetzung vollständig in unserer F&E internalisiert ist, ermöglicht es uns, mit hoher Geschwindigkeit zu biegen und somit hohe Produktionsraten bei verzinkten oder lackierten Stahlblechen zu erzielen, ohne das Aussehen zu beschädigen. Dies liegt daran, dass die auf das Blech ausgeübten Kräfte progressiv und gleichmäßig verteilt sind, mit einer sehr guten Präzision hinsichtlich der Wiederholgenauigkeit des Prozesses im Winkelbereich.
Eine weitere Biegetechnik, das sogenannte Prägebiegen, liefert gute Ergebnisse beim Blechbiegen, sei es mit einer V-Matrize und einem Stempel oder mit der Rolliertechnik (die gesamte Rolle und die Matrize stehen in Kontakt mit dem maßgeschneiderten gebogenen Blech). Diese Prägetechnik ermöglicht es, falls die Definition der Biegung dies erfordert, Verrippungen als Versteifungen hinzuzufügen.

Um den Anforderungen unserer Kunden hinsichtlich Geschwindigkeit und Flexibilität optimal gerecht zu werden, verfügen wir über eine Reihe verstellbarer Blechbiegewerkzeuge, die das Biegen von Aluminium-, Stahl-, Edelstahl-, Messing- und Kupferblechen in größtmöglichem Umfang ermöglichen.
Ob einfaches oder doppeltes Abkanten (U-Biegung in einem Arbeitsgang). Diese werden bei uns in einem Durchgang ausgeführt, d.h. bei jeder Betätigung der mechanischen Kupplungspresse genügen wenige Sekunden, um die gewünschte Biegung herzustellen, im Gegensatz zur wesentlich langsameren Hydraulikpresse. Wir verfügen auch über verstellbare Werkzeuge, die es ermöglichen, zwei umgekehrte Biegungen (Stufen- oder Z-Biegung) in einem Arbeitsgang auszuführen.
In bestimmten Fällen erfordert das vom Kunden gewünschte Teil mehrere Biegungen, in gleicher oder entgegengesetzter Richtung. Industrielle Teile erfordern oft komplexere Biegetechniken, angesichts der angestrebten Effizienz und der zu produzierenden Mengen. Beim industriellen Blechbiegen ermöglichen diese Techniken die gleichzeitige Ausführung mehrerer aufeinanderfolgender Biegungen, ohne dass eine zusätzliche Einstellung oder eine aufeinanderfolgende manuelle Positionierung erforderlich ist.
Wir sind in der Lage, intern komplexe Abkantwerkzeuge zu entwickeln und herzustellen, sei es mit Bandhebesystemen, beweglichen Matrizen und Führungen, die die Technik der umgekehrten Biegungen je nach Werkzeugstufe ermöglichen, Rollbiegern als Stempel oder in integrierter Matrize, oder sogar die Kombination mehrerer Techniken, wenn die Komplexität des Teils dies erfordert, und dies in Transferwerkzeugen oder kombiniert mit Schneid-, Stanz- und Gewindeformoperationen in Folgeverbundwerkzeugen.

Je nach Anwendung kann es notwendig sein, der ausgeführten Biegung mehr Steifigkeit zu verleihen, insbesondere bei Anwendungen in Metallkonstruktionen. Dies ist eine interessante Technik für rechtwinklige oder offene Biegungen, wenn der Platz es zulässt.
Für diese Art des industriellen Blechbiegens verwenden wir Formstempel und Matrizen, die es ermöglichen, das Biegen des Blechs und die Verrippungen gleichzeitig auszuführen. Das erzielte Ergebnis ist homogener und ermöglicht es uns, unabhängig von Materialchargen und deren mechanischen Eigenschaften zu sein: Streckgrenze Re, Zugfestigkeit Rm und Bruchdehnung A% (siehe Abschnitt Kaltverformung von Metallen auf der Seite Tiefziehen).
